На данный момент самый распространенный стеклопакет это стеклопакет у которого есть два контура герметизации. (см. рис.). У каждый из контуров герметизации свои специфические задачи. Первый контур делают из герметика на основе бутила, его наносят на дистанционную рамку в жидком состоянии. Бутил в основном состоит из плавкого герметика. Температура его плавления примерно от 100-130 С (в зависимости от фирмы производителя). Для нанесения на рамку бутилового герметика используются различные виды специальных бутиловых экструдеров.
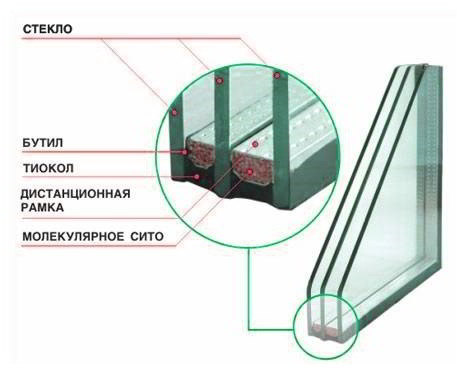
Главная функция первичного герметика – обеспечение герметичности меж стекольной камеры. Бутил обладает хорошей адгезией к стеклу и алюминию, обладает хорошими пластическими свойствами за счет чего заполняет все микротрещины на рамке и стекле. Эта операция при сборке стеклопакетов является обязательной и необходимой технологической операцией.
В связи с большой стоимостью бутилового экструдера были разработаны разные его заменителей: липкие ленты, бутиловый шнур или дистанционная рамку с уже нанесенном на нее бутиловым слоем. Все эти замещающие технологии имеют ограниченное применение по нескольким причинам:
- невысокая производительность
- дополнительная стоимость комплектующих (рамка с бутиловым слоем,бутиловый шнур )
- некачественная сборка стеклопакета (липкая лента)
Предназначение второго контура герметизации - предать прочность стеклопакету. Так как в процессе эксплуатации стеклопакет подвержен вибрационным нагрузкам, ветровым и температурным воздействиям, то вторичный слой герметизации должен еще быть и эластичным для устранения выше указанных нагрузок.
На сегодня используют несколько видов герметиков для 2-го контура герметизации: силиконы, хотмелты, полисульфиды (тиоколы), полиурeтаны.
Технологии с применением хотмелтами использовалась в 70-е 80-х годы. Произведенные на основе хотмелты были однокомпонентными термореактивными герметиками. Это значит что при повышении температуры они размягчались а на холоде застывали. Главное преимущества такой технологии – простое не очень дорогое оборудование, быстрое застывания герметика, возможность применять повторно отходы материалов.
К сожалению при всех положительных качествах этого метода герметизации, характеристики этого герметика приводят к следующим не желательным последствиям: при повышении окружающей температуры в летний период, герметик размягчается и механических характеристики стеклопакета сильно ухудшаются. Происходит смещение (отекание) разогретого герметик в нижнюю часть стеклопакета. В холодное время года хотмелт твердеет, что приводит к образованию трещин в слое. Влага (конденсат) проникает в эти трещины замерзает разрушает слой герметика. Из за ухудшения эластичных качеств в результате перепада температур, воздействие ветровых нагрузок приводит к отслаиванию стекла от самого герметика и разрушению всего стеклопакета.
Срок эксплуатации стеклопакета с применением хотмелта в два раза меньше чем с применением других герметиков для вторичного контура.
Самым эффективными на данный момент являются вторичные герметики – с применением
двухкомпонентных полисульфидов или полиуретанов. Два вида этих герметиков остывают в процессе соединения двух составляющих герметик полимеризируется (застывает). Эти герметики обладают хорошими прочностными показателями и низкими
характеристиками газовой диффузии. Время предварительного застывания двухкомпонентных герметиков примерно 2-3 часа и сутки до окончательного затвердевания. Полисульфидные и полиуретановые герметики используются для массового
производства стеклопакетов.
Из выше изложенного производители стеклопакетов должны cделать выводы. Зная хорошие и плохие характеристики разных технологий герметизации нужно выбрать ту которая подходит именно для ваших целей. Если хотите производить качественные стеклопакеты с большим сроком эксплуатации не рекомендуется применять герметики если у вас есть какие либо сомнения в качестве.